Calvin and Hobbes on engineering design
The most accurate way to find the aerodynamic heating on a high velocity flight structure is to fly it and measure what happens. This approach can be expensive, though, requiring building more and more robust rockets until finally one isn’t destroyed. Crazy as it may sound, it is an approach that I’ve seen used.
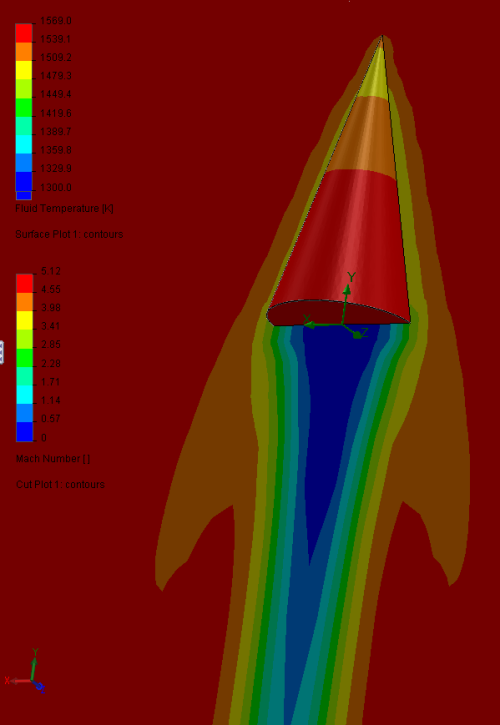
Another approach is to model the rocket in Computational Fluid Dynamics (CFD) software. This works well for steady state processes, but is incredibly processor-intensive for a time-dependent process such as trying to find the total heating of a nose cone in a flight trajectory with continuously changing air velocity, pressure, and temperature. A steady state analysis can be done with high fidelity results in under an hour, but a 40 second flight simulation requires about a month of processor time.
Least accurate, but easiest, is using empirical models. Rockets and planes have been flown supersonic many times, and from that dataset researchers have created simple equations that can crudely predict the temperature and heating that will be seen in flight.
Recovery temperature
In a previous post I showed the stagnation temperature for a set of flight conditions. Stagnation temperature is the highest temperature of the gas possible, converting all of its kinetic energy into heat.
A more accurate baseline number is the “recovery temperature”, which is related to stagnation temperature but reflects the fact that the conversion to heat from dynamic pressure isn’t total. From Tactical Missile Design, by Eugene L. Fleeman:
TRecovery = TFree Stream ( 1 + 0.2 r M2 )
Where:
- TRecovery is the recovery temperature, in Kelvin or Rankine.
- TFree Stream is the free stream temperature; for the nose cone it’s the ambient air temperature at the given altitude, in Kelvin or Rankine.
- r is the recovery factor. For stagnation r = 1; turbulent boundary layer r = 0.9; Laminar boundary layer r = 0.8. We’re in the turbulent regime for our analysis.
- M is the mach number.
Adding that to the spreadsheet used previously:
| Altitude (m) | Temp (K) | Pressure (Pa) | Density (kg/m^3) | Dynamic press (Pa) | Mach number | Stagn. temp (K) | Recovery temp (K) |
| 827 | 282.8 | 91777 | 1.131 | 66898 | 1.02 | 341.7 | 335.8 |
| 2022 | 275.0 | 79278 | 1.004 | 142116 | 1.60 | 415.9 | 401.8 |
| 8056 | 235.8 | 35312 | 0.522 | 33808 | 1.17 | 300.3 | 293.8 |
| 9955 | 223.4 | 26619 | 0.415 | 126247 | 2.60 | 526.2 | 495.9 |
| 11750 | 216.7 | 20108 | 0.323 | 199903 | 3.77 | 831.9 | 770.4 |
| 13703 | 216.7 | 14771 | 0.238 | 247967 | 4.90 | 1255.6 | 1151.7 |
As you can see, the recovery temperature is a bit lower than the stagnation temperature, but not hugely. It’s still seeing very hot air when it’s flying at Mach 4.9 at 13.7km.
Heat flux
Tactical Missile Design also provides a very imperial empirical equation for calculating the heat flux the nose cone will see.
Q = 345 ρ0.8 M2.8/x0.2
Where:
- Q is the heat flux in BTU per square foot per second.
- ρ is the free stream air density, in slug per cubic foot.
- M is the mach number.
- x is the distance from the tip, in feet.
With this equation we get the following chart for the heating of the nose at various positions at the high velocity data point:

400 BTU/ft^2/s is 4.5 megajoules/m^2/s. It’s a lot of heating. Rounding the tip significantly reduces the heating and causes a minimal increase in drag coefficient.
Converting to temperature rise
As before, we need material properties and part dimensions to convert the heating rate into a peak flight temperature of the part. We will tackle that in a subsequent post.
What of Sugar Shot?
Ultimately we’re trying to establish what materials will be needed for this theoretical Sugar Shot rocket and its very high flight speeds low in the atmosphere. Fleeman has this to say about that:

Examples of uninsulated structure materials that are cost effective for the short duration flight of tactical missiles are shown in Fig. 4.14. An assumption is that the heat conducted to the airframe is large compared to the heat radiated by the airframe. This assumption is most applicable at low altitude/high atmospheric density. The airframe temperature would be lower at high altitude, due to the relative importance of radiation from the airframe. The example airframe materials selected for the figure are based on the consideration of weight, cost, and maximum temperature capability. Composite materials are a new technology that will find increased use in new missile airframe structure. High temperature composites have particular benefits for hypersonic missiles, providing weight reduction. Titanium alloy technology also enables lighter weight missiles in a hypersonic, high temperature flight environment.
As shown in the figure, at subsonic and low supersonic Mach number, graphite/ epoxy and aluminum or aluminum alloys are attractive choices for a lighter weight structure without external insulation. Graphite/epoxy and aluminum alloys have high strength-to-weight ratio, are easily fabricated, have good corrosion resistance, and are low cost. For higher Mach number, graphite/polyimide composite structure has an advantage of high structure efficiency at higher temperature for Mach numbers to about Mach 4. For flight to about Mach 4.5 without external insulation, titanium structure and its alloys are preferred. A disadvantage of a titanium structure is higher material and machining cost. For example, a titanium part has a material cost that is up to 18 times that of aluminum and a machining cost that is up to 13 times that of aluminum. However, the cost to cast a part made of titanium is comparable to the cost to cast an aluminum part. Small tolerance (e.g., +/−0.001 in.) is required to avoid expensive touchup machining. Up to Mach 5.7 without external insulation (about 2000◦F), super nickel alloys such as Inconel, Rene, Hastelloy, and Haynes must be used. Precision casting should be used to minimize the expensive machining and material cost associated with super alloys. Above Mach 5.7 the super alloys require either external insulation or active cooling. Active cooling is usually not cost effective for tactical missiles.
This suggests that if a rocket is built with the performance expected, the nose cone may need to be a short blunted Inconel tip attached to a high temperature composite nose cone using state-of-the-art materials. Or it could be a lower temperature composite nose cone covered with an ablative material.
Hypersonics are not a project for fiberglass and epoxy.